IMAO今尾丨【夹具技术指南】根据样品工件进行实践 (工序分类)
根据样品工件进行实践 (工序分类)
利用样品工件,实际对工序分类过程进行说明。 本次假定是在卧式加工中心进行加工的条件下进行说明。
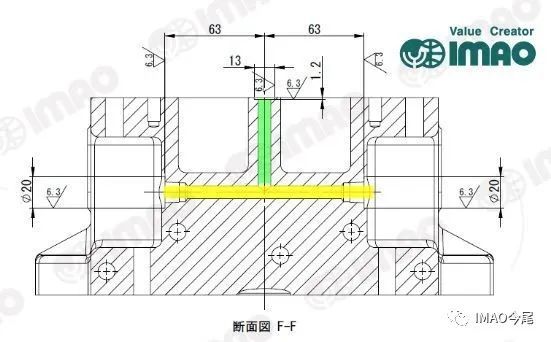
下图为样品工件「离合器箱」的加工图。(利用 2 维 CAD 制作的三角法制图。) 明确记录加工所需部位及剖面图。
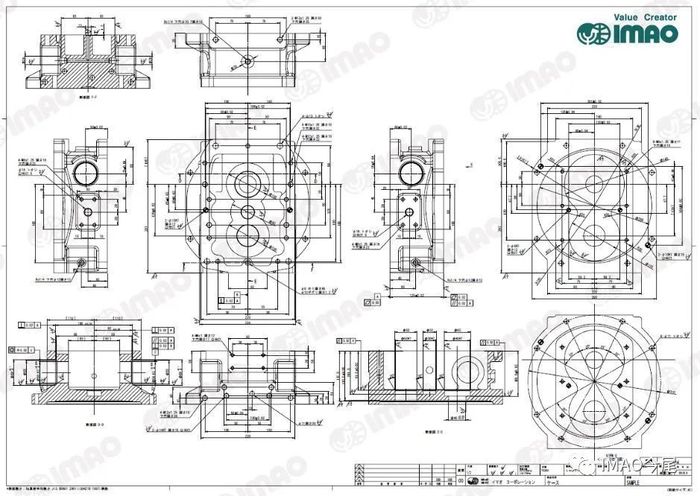
利用此样品工件,根据工序分类的 4 项内容进行设计。
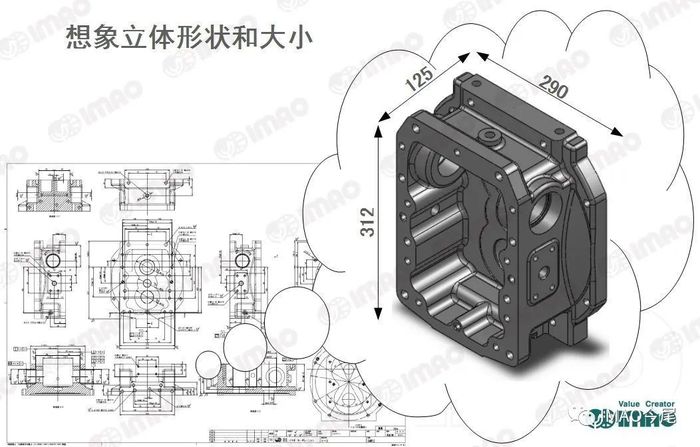
<1> 理解工件形状
最初,先要在脑海中通过 2 维图纸想象工件的立体形状及大小。本次的样品工件大致的形状尺寸为竖:312mm、横:290mm、厚 125mm。
为什么想象工件的立体形状十分重要呢? 那是因为日常生活中,我们接触的所有东西都是以立体的形式出现的。在只有 2 维工件图的情况时,经验丰富的夹具设计工程师的脑中就会浮现工件的立体形状。
所以,在最初的时候,根据 2 维规则制做的工件图转化为 3 维立体性状的的这个过程,会更容易进行后 续工序分类。
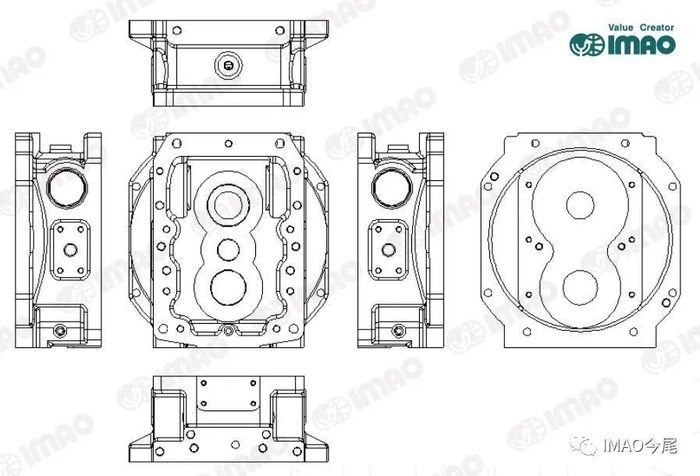
<2>掌握需要加工面的数量
接下来确认加工处和总共需要加工几个面。此步骤的理由是为了把握此工件加工时,最少需要几个工序。
例如立式加工中心的话,1 个工序只能加工 1 个面。卧式加工中心每次能以 90°为一个面,1 个工序内最 多能加工 4 个面。
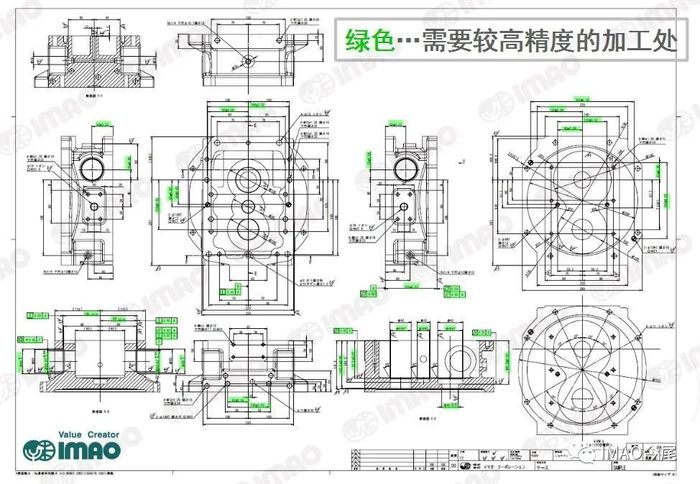
加工处利用红色进行标识,为下图所示。
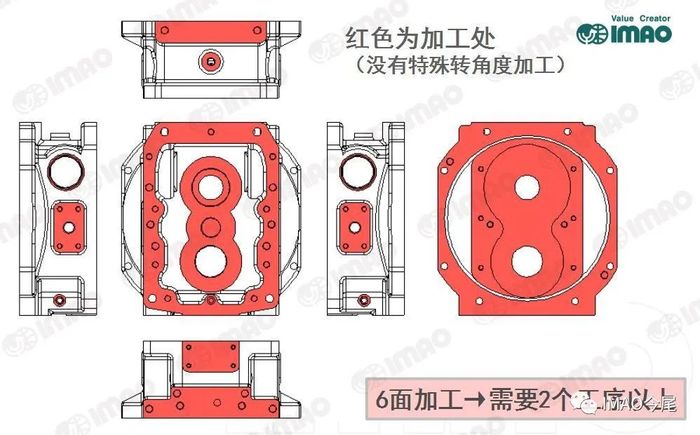
本工件需要加工 6 个面,所以判断就算使用卧式加工中心,也需要 2 个工序以上完成加工。接下来,需要找出需要较高加工精度的地方。下图绿色标记为精度要求较高的加工处。
本次的样品工件有 42 处需要较高精度加工。
同一个加工面上尺寸公差·几何公差是根据机床精度加工的,不影响工序分类。
所以,只需要把握在不同加工面上相关的尺寸公差和几何公差。
根据上述条件进行筛选后,上图标记的精度为需要分工序加工的精度。
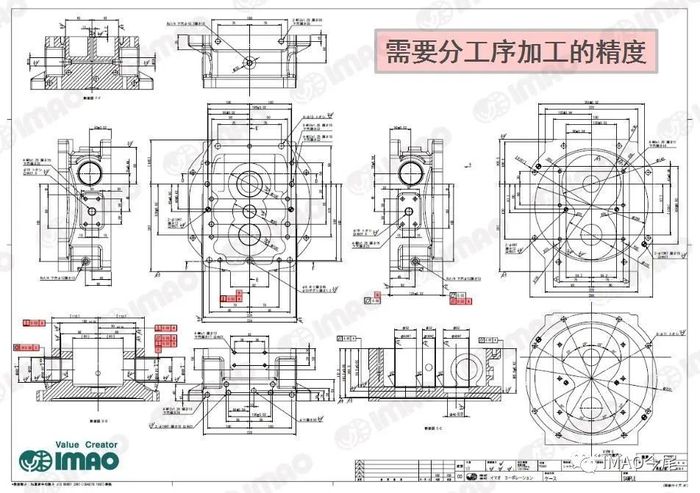
42 处需要加工精度的尺寸公差和几何公差中,需要分工序加工的仅上图标记的几个公差。根据加工的“精度能成立的关联性”,分辨需要同时加工的点为哪几个。
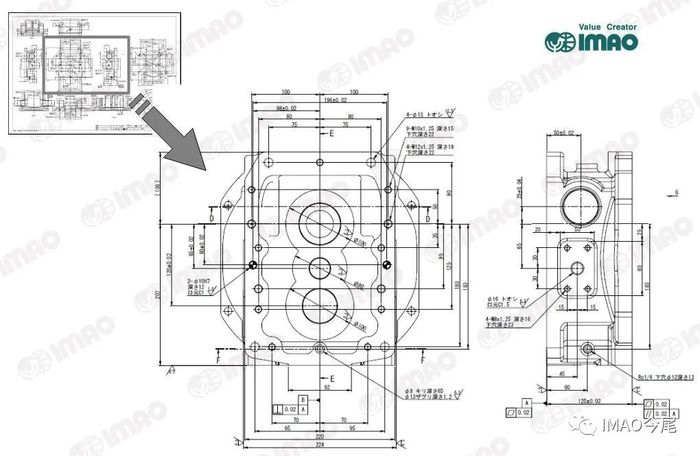
让我们来详细看一下红色标记的公差是怎么样的一个公差。
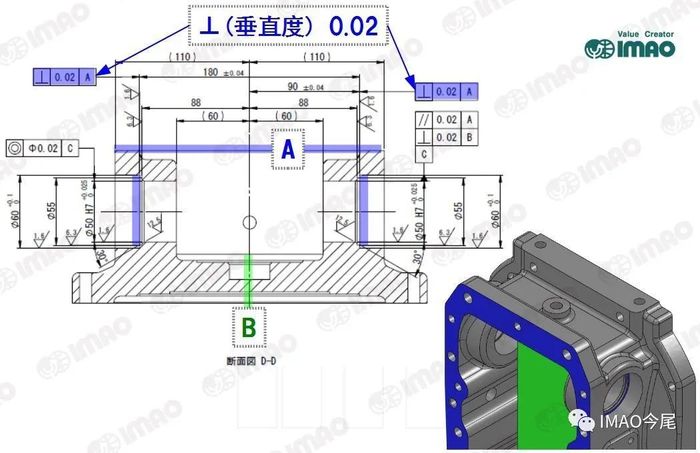
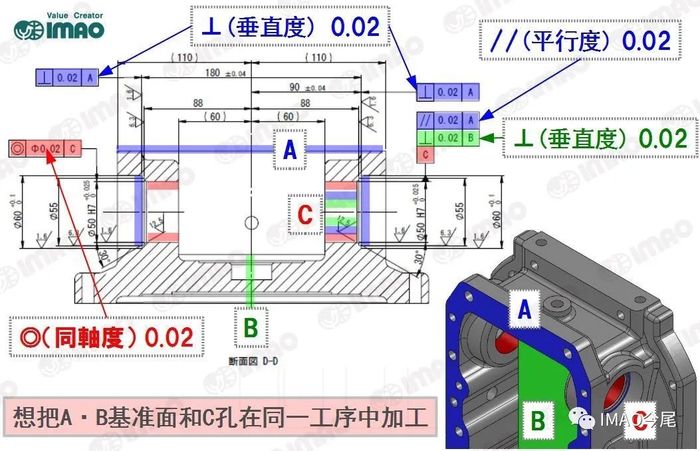
首先需要确定基准位置为哪一个面。 此产品图纸上的公差记号有「A」・ 「B」・ 「C」3种。 正面图的右侧图上,记录了 A 和 B 的基准面。
基准「A」面是侧面图所示蓝色的面,为正面图的正前方的这个面。
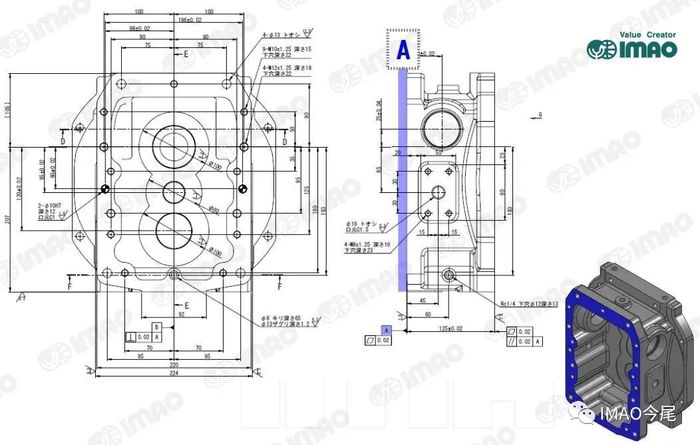
基准「B」面是正面图中心线,孔之间连接的面。
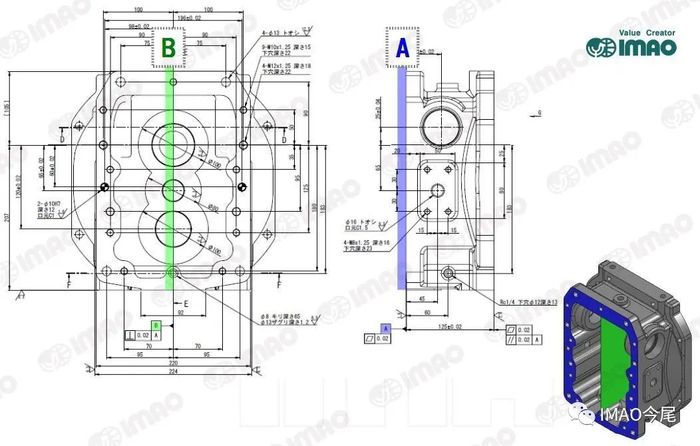
这个基准「B」面与基准「A」面的垂直度的几何公差为 0.02。
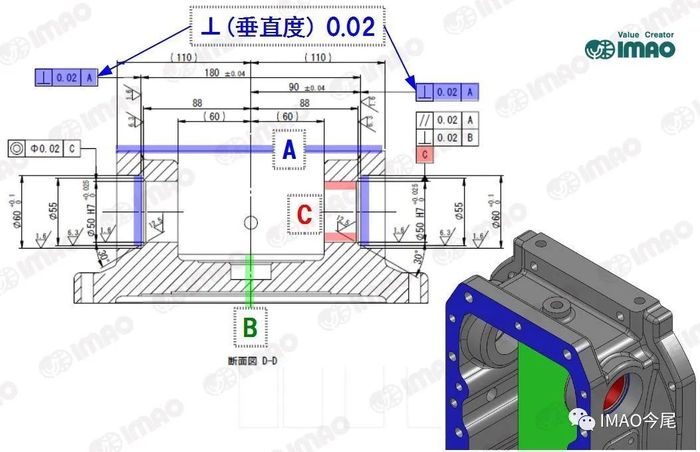
此精度的加工可以在正面加工的同时,在同一个工序内加工,所以精度保证没有问题。那么只需要寻找相对于基准「A」・ 「B」面的几何公差。下图为剖面图 D-D 的放大图。
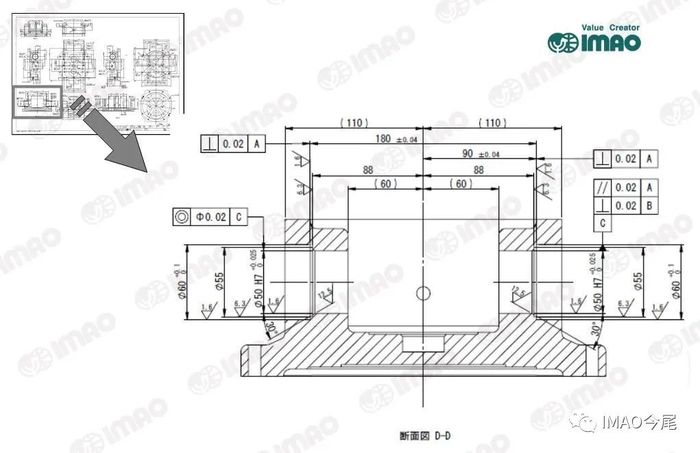
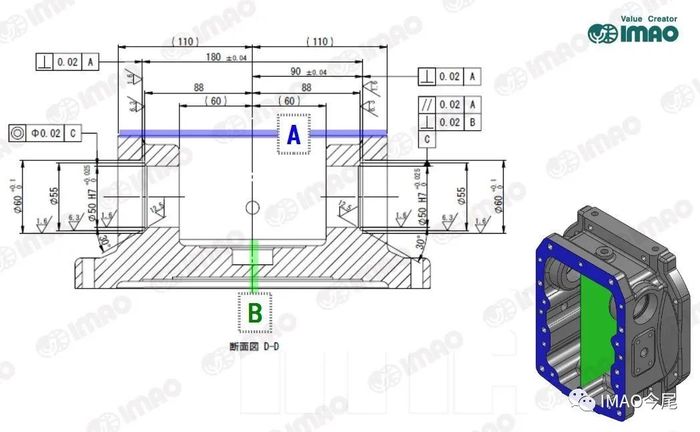
从这个视点看过去,几何公差都集中在此图中。那就让我们一个个检查。首先,为了方便理解,先标识出基准「A」・ 「B」面。
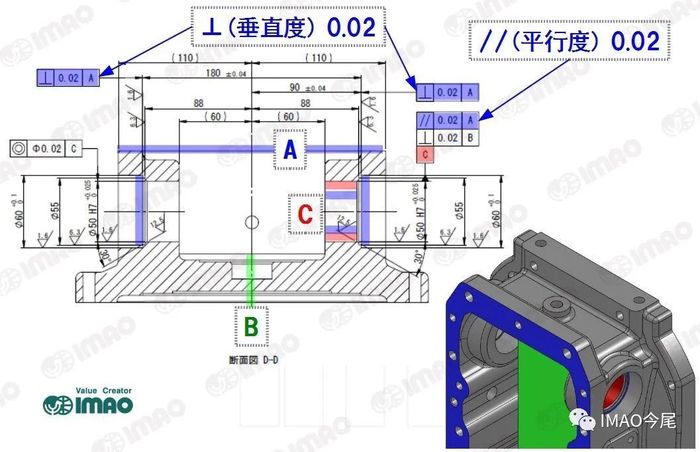
横向方向的沉头孔面与基准「A」面的垂直度为 0.02。
基准「C」面,有横向的加工孔。
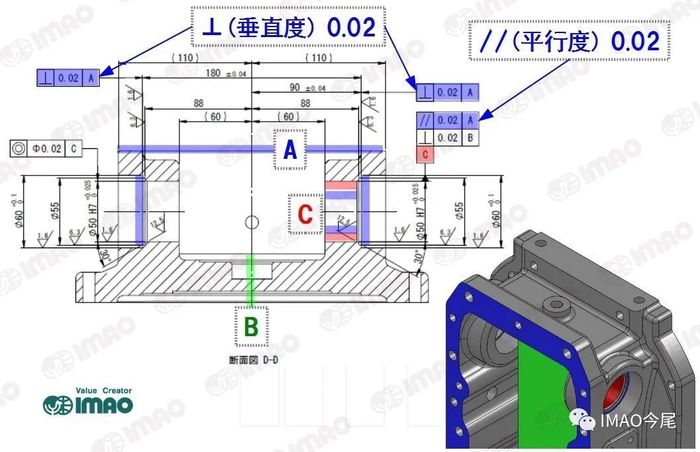
这个基准「C」面的孔与基准「A」面的平行度为 0.02。
此外,相对于基准「C」面,基准「B」面的垂直度为 0.02。

另外,基准「C」面与对面孔的同轴度为 0.02。
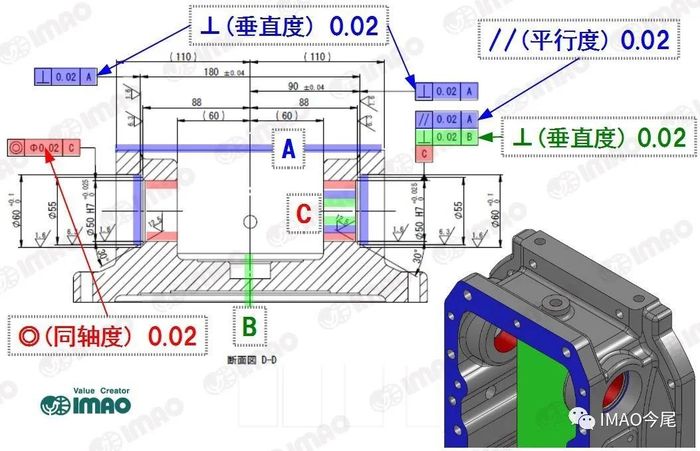
综上,可以判断:基准「A」・ 「B」面的加工和基准「C」面横向的孔位加工,能够在同一个工序内加工 的话,可以更容易完成精度要求。
那么就结合至今为止总结的内容,正式进入工序分类的工作中。之前所说的,需要在同一工序中加工的 3 个面,作为最终工序。
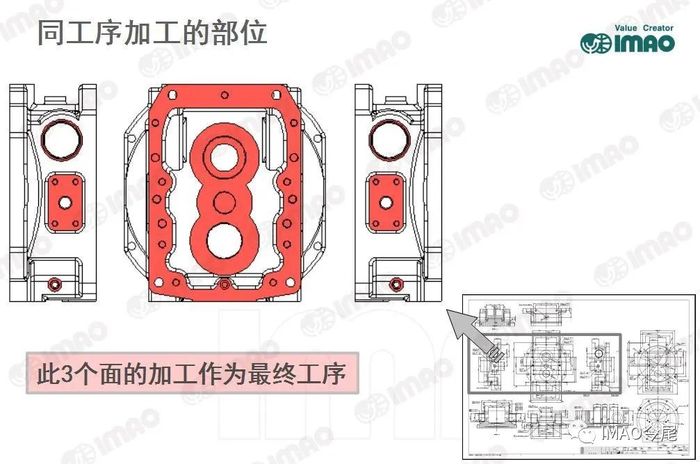
把精度要求最高的加工部位作为最终工序的理由:
・不会再因为后续加工,导致加工变形
・以前置工序加工过的部位作为基准,工件可以在更为稳定的状态进行下一步加工,加工精度更容易达标。
卧式加工中心可以每次以 90°为单位旋转,所以最多可以加工 4 个面。工件立起来加工时,底面接触面 积小且高度比较高,所以立起来加工的时候并不稳定。另外,需加工面积占比较大,夹具配置空间自然而然会缩小,所以在夹具设计上有很多限制。
此工件需加工 6 个面,至少需要 2 个工序,所以考虑第 1 第 2 工序各需要加工 3 个面。如下,决定 6 个面通过 2 个工序进行加工。红色箭头为施加加工的方向。
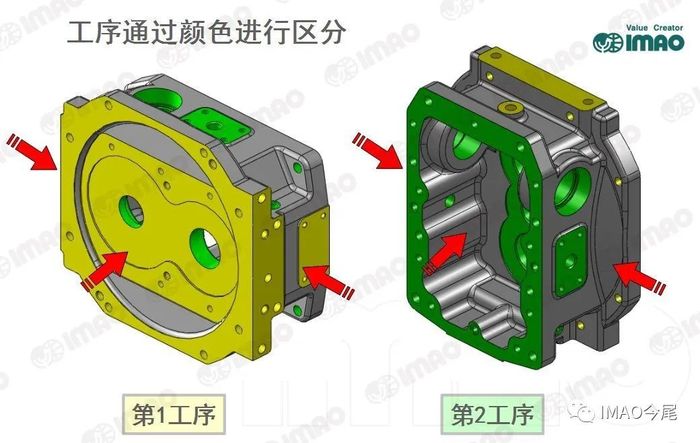
为了更加精确的完成加工任务,如果可以把第 2 工序加工的面在第 1 工序之前进行一步粗加工的话,那么精度势必会更加优秀。但是本次还是决定 2 工序加工,在第 2 工序完成精度加工。
此工件实际采用 2 个工序加工,工装在设计时就会联想到双面立柱进行加工。
在考虑工序分类的同时,脑中需要同步考虑夹紧器和支撑的配置方式,再结合工序分类的 4 项内容顺序 进行工序的分类,这样设计工装就会变得更简单。
简单介绍一下工序分类中其他影响精度的要素。
首先是「垂直相交的深孔」的加工顺序。
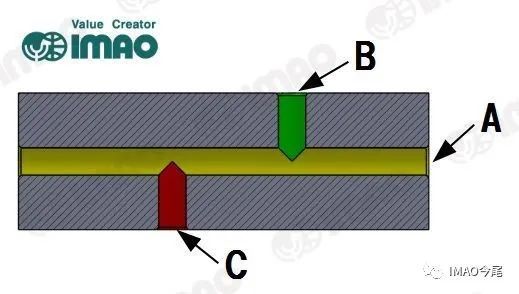
例如上图上的孔位,需要先把 A 加工后再加工 B 和 C。如果先加工 B 和 C 的话,B 孔处就有可能发生变形的情况。
此样品工件,也有类似下图标识的和上图情况一样的「 垂直相交的深孔」 。
这 2 个垂直孔可以在同一工序中加工,不影响工序分类,但是需要考虑加工顺序。歧管加工中此类「 垂直相交的深孔」 非常多,需要注意。
此后,可以利用特殊刀具,减少工序数量。例如下图所示的背向镗孔加工的方法也能列入考虑范围之中。
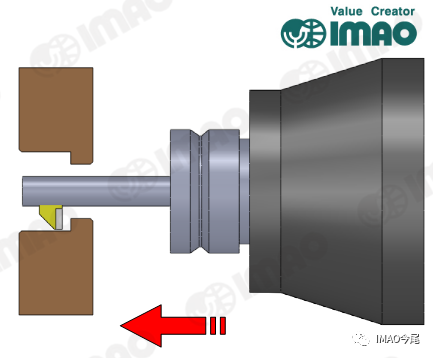
通过背向镗孔和背向铣面,与正面加工为同一方向,可以有效缩减工序的数量。以此,设计最佳工序分类时,把握工具的使用情况是至关重要的。一般情况下如果工序越少,减少工装拆卸次数的话,加工精度就会越高。内部应力比较大的工件,需要特殊加工以除去残余应力。
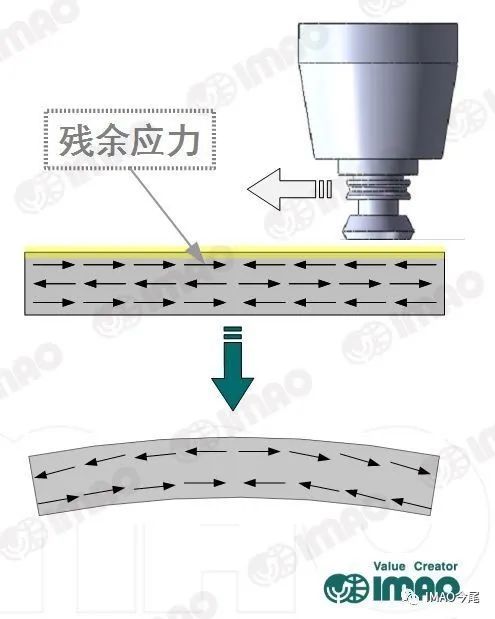
加工拉引材料等产品是,有可能加工会破坏内部应力的平衡导致加工变形。为了消除制造原材料时的残留应力,可以采用放置一段时间的「自然时效法」和对材料进行热处理的 「热时效法」,来消除残余应力。
也可根据材料情况,也有在进行正式加工前,对素材进行释放应力的预加工,再进行正式加工的情况。
文章来源:IMAO今尾
图片来源:IMAO今尾
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

圆满闭幕丨上海国际具身智能产业博览会(CIEI 2026)完美收官,2027再相见!
2026-07-06
-

中新社对话浩亭丨从元器件到解决方案,三十年的本土化深耕
2026-07-06
-

新品速递 | 工业安全更苛刻了,菲尼克斯电气这款安全测温模块来得正是时候
2026-07-03
-

伊顿电气BUSSMANN新能源产业项目奠基仪式圆满举行
2026-07-08
-

告别意外停机! 倍加福S2冗余AS-Interface网关,为关键流程上“双保险”
2026-07-03
-

-

倒计时7天丨2026亚太智能装备展
2026-07-09
-

解锁AI落地深水区:红帽开源生态赋能企业数字化跃迁 ——2025红帽论坛重磅发布车用OS
10月31日,以 “解锁・下一步” 为主题的2025红帽论坛暨媒体沟通会在北京JW万豪酒店盛大召开。红帽通过核心主旨演讲、重磅新品发布、权威报告解读及高层对话,全方位展现了其以开源技术破解行业痛点、引领企业数字化转型的实力与愿景,为 AI 时代的企业创新注入强劲动力。
作者:
-
敏捷创新 “中国加速2.0”
-
赋心智 启新程 | 访埃夫特董事长兼总经理游玮博士
-
【MM时光机】2024年度精彩瞬间大盘点 杂志篇
-
施耐德电气亮相CeMAT ASIA 为智能物流多维赋能
-
探索智能未来的下一步 ——第12届中国硬科技产业链创新趋势峰会暨百家媒体论坛成功举办







评论
加载更多