IMAO今尾应用实例丨用5轴加工中心同时加工多个工件!

《近畿工业株式会社(Kinki lndustrial Co.,Ltd.)》
以液压缸零件为主的加工各种金属零件的公司。公司所在地为日本大阪府东大阪市。
5轴加工中心以及最新CNC数控机床等,拥有种类齐全的机械设备和扎实的技术能力,为客户提供高品质的加工品。同时,超过80家合作企业所建构的企业网络可以根据客户的要求进行最适合的材料选择,加工,组装,致力于建立综合型的“提案型企业”
应用处的详细情况
-在哪里应用了形状固定夹具及其用途是什么?
本公司用各种CNC数控机床加工以钢铁和不锈钢为主的金属部件。
形状固定夹具的用于5轴加工中心,其用途在于对方钢进行切削时的夹紧。此机用于液压缸的铸件加工,方钢的切削(30方,50方,75方),板状工件加工,圆柱形工件加工等多品种的部件加工。
某次,接到月产量500个的切削加工工件,由于每个工件的加工时间并不长,需要多次装拆工序,效率并不高。我们核算过此项目的成本后,决定新制作能多个加工的夹具,使得24时间不需人工介入且完成加工就能解决效率问题。工作台为300尺寸,适用于此有限空间内的就是形状固定夹具。我们决定将机械的32个工作台中的2个工作台中装载各4个形状固定夹具,将其作为“多个加工用夹具”使用。
顺便说,这台5轴加工中心是作为进行无人加工的机械而在约2年前引进的。目的在于本来因为各式各样的原因而导致薄利的产品,能通过利用这台机械提高利益。我们也为达到目的而在日益改善摸索。
使用效果
-使用了形状固定夹具后,效果怎么样?
使用了形状固定夹具后5轴加工机内可以进行多个工件的同时加工,使得每个工作台的加工时间变长了。于是,切削工件的加工也可以在晚间进行了。
同时,装拆作业也变得轻松,减少了操作者的负担。
交换夹具时,形状固定夹具不需要连同本体一起交换而只需交换夹口即可,缩短了装拆时间。而交换作业也只需旋拧1根螺栓,能达到重复定位精度为±0.02mm,符合我们的要求。此功能使得夹具交换的定中心作业变得简单,缩短了装拆的时间。
-5轴加工中同时加工多个工件是否很困难?
当时引进机械是被“5轴加工”这个词语误导了。我们曾认为在5轴加工机内以旋转轴的中心为基准,必须以减少错位和倾斜误差的方式设置工件才行。也就是一直认为5轴联动加工才是5轴加工机的唯一使用方法。此种惯性思维使得我们在同时加工多个工件时,即使加工中心有自动程序的修正,也导致每次都会发生中心偏差的原因。工件真的是需要用到5轴联动加工才能完成加工吗?考虑过各种方法后,注意到以单工序对工件进行5面加工的“多面加工”的方法适合本公司,将加工方法改成“5轴分度加工(3轴+2轴加工)”后,同时对多个工件进行加工就变得不是那么困难了。
这次同时加工以工作台的原点,将形状固定夹具呈放射状,并以等距离置于原点周围,从而简化编程。
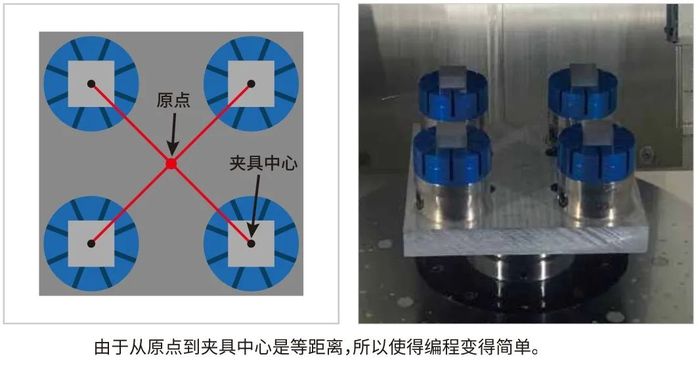
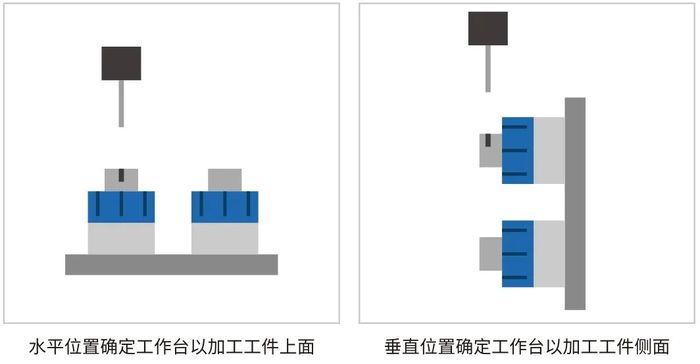
实际加工时,先确定工作台的角度。这样就能使得和立式加工中心的程序一样,以平面为基准计算出工件的位置,进行“5轴分度加工”。
将原点到夹具中心的距离划为等距离的方法,非常适合于以对心机构实现夹紧中心基准的形状固定夹具。同时,加工中心本身就搭载了自动程序的修正功能,所以整体并不是很困难。
当然,最开始一次的设置时程序的修正并不成功很费劲,但只要明白修正的方法后,下次开始就能正常使用了。
使用前的问题
-考虑使用形状固定夹具时,为了解决的问题是什么?
不限于形状固定夹具,5轴加工机的课题在于如何使其在晚间无人运行。
特别是将那些裝拆工序频繁,利润微薄的工件能够“不知不觉完成加工”才是理想状态。
-在使用形状固定夹具前是怎样的状态?
使用了对心机构的虎钳和专用的夹具。引进5轴加工机时,我们考虑过制作约10种必要的夹具,但在有加工中心自动程序修正的情况下,依旧没有找到最适合用于加工工件的夹持方法。结果还是选择用几种夹具和虎钳进行加工。
-以往方法的问题在于什么?
使用同时加工多个工件用的专用夹具时,进行更换时的定中心作业非常耗时。如前文所述,当时即使在工作台上准确地安装夹具,进行加工时精度必定会出现偏差。于是,我们尝试使用中心定位,只夹持一个工件。但由于机械有32个工作台,购买多个虎钳费成本,装拆工序也费时。在这层意义上,为了使此机进行无人运转,必须要有装拆时间短,能够赚取加工时间的夹具。
得知形状固定夹具的契机
-是如何知道形状固定夹具这款产品的?
和生意伙伴商量后,介绍给我们了该产品。
要求形状固定夹具能做到的功能
-选择形状固定夹具的理由是什么?
对于同时加工多个切削工件用的夹具,我们的要求在于尺寸小,有足够夹紧力的产品。当时的想法是取用像是迷你型卡盘的产品,但由于没有找到理想的尺寸,困扰到了我们。形状固定夹具和迷你型卡盘不同,是通过筒夹式夹紧工件的,容易想象到其拥有足够夹紧力。最小的型号是φ65尺寸的,符合我们的要求。
形状固定夹具的优点
-使用后,您如何评价该产品?
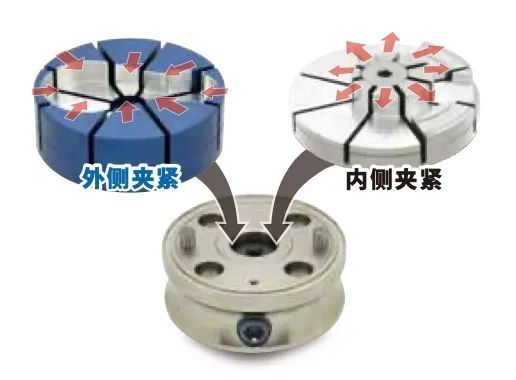
市面上贩卖的卡盘以及5轴加工机用的虎钳,夹具基本都是一体化的产品,使得夹紧方式受到限制。而形状固定夹具可以将本体装在机械上,通过交换夹口做到外夹和内撑两种夹紧方式,使得能够加工的工件范围很广。此种类型的产品,是IMAO独有的。虽然还没用于实际加工,我们准备用内撑的方式加工液压缸铸件的工件。
给正在考虑使用形状固定夹具的客户一些建议
-请给正在考虑使用形状固定夹具的客户一些建议。
使用外形固定夹具时,根据工件的形状和大小,有需要考虑夹紧高度的情况。加工高度较高的工件时,需要将夹持得较深。5轴加工基本上是单侧夹紧。找到适合的夹紧高度,即可使得加工稳定也可以减少材料成本。
以后的期待
-对IMAO以后有什么期待的吗?
对于形状固定夹具,希望通过可以在夹口中做些工夫,使得异形件的定位也能在夹口上简单完成。同时最好能有更小一个的型号,这样我们就可以将现在同时加工4个的工作台变为同时加工6个。
对于夹具,我们希望通过组装部件,能够构建拥有各种各样功能的夹具。


文章来源: IMAO今尾
图片来源: IMAO今尾
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-

圆满闭幕丨上海国际具身智能产业博览会(CIEI 2026)完美收官,2027再相见!
2026-07-06
-

伊顿电气BUSSMANN新能源产业项目奠基仪式圆满举行
2026-07-08
-

倒计时7天丨2026亚太智能装备展
2026-07-09
-

中新社对话浩亭丨从元器件到解决方案,三十年的本土化深耕
2026-07-06
-

-

菲尼克斯电气新品速递 | 一种产品设计 两种连接选择
2026-07-09
-

当ABB机器人遇上仿生灵巧手,“手感”升级,灵巧操作迎来新突破!
2026-07-10
-

解锁AI落地深水区:红帽开源生态赋能企业数字化跃迁 ——2025红帽论坛重磅发布车用OS
10月31日,以 “解锁・下一步” 为主题的2025红帽论坛暨媒体沟通会在北京JW万豪酒店盛大召开。红帽通过核心主旨演讲、重磅新品发布、权威报告解读及高层对话,全方位展现了其以开源技术破解行业痛点、引领企业数字化转型的实力与愿景,为 AI 时代的企业创新注入强劲动力。
作者:
-
敏捷创新 “中国加速2.0”
-
赋心智 启新程 | 访埃夫特董事长兼总经理游玮博士
-
【MM时光机】2024年度精彩瞬间大盘点 杂志篇
-
施耐德电气亮相CeMAT ASIA 为智能物流多维赋能
-
探索智能未来的下一步 ——第12届中国硬科技产业链创新趋势峰会暨百家媒体论坛成功举办







评论
加载更多