无线通信实现控制方案高效化

此种无线通信解决方案符合实际应用需要,且能实现顺畅而高效的系统控制
若一家机床制造厂要采用新的数据通信技术,则不可能忽略Wireless无线技术;这也给机床制造厂自身提出了一个问题:采用分散式配置方案还是集中式配置方案?各个模块的智能化达到何种程度才能符合目的要求?能够通过对重要数据进行记录,例如对流量、转速及产量的记录来提高设备的能源利用率吗?
若机床和设备生产厂家采用了符合未来发展需要的无线通信技术,则可以省略现代化改造中费时费力且非常繁琐的机床布线工作。无线系统的规划设计过程及保障工业机床应用领域中多种通信系统的和谐共存是非常重要的。由于在通常情况下,生产加工过程的控制和监控是由上一级的SPS可编程序控制器系统负责;但是在与下级模块的通信(如传感器与信号发射器)中,则必须特别小心谨慎。
#p#副标题#e#无线网络测定
生产流程主站的数据
现在,Panasonic公司为此应用领域提供了一整套的自动化解决方案:一套能够对驱动系统进行驱动控制,对机床运动、可视化和与上一级计算机系统进行通信的控制系统;一套能够快速可靠将重要数据传送给各个模块的无线网络;一个能够简单、可靠地传送现代化机床所需信息的HMI接近方案。

图1 带有扩展部件的控制系统——SPS FPΣ模块
构成该自动化解决方案的基石是SPS FPΣ模块(图1)。该模块的主要任务是:在整个机床运动范围内对所有需要使用的传感器及信号发射器进行智能化控制,通过内置的接口与外界实现通信。该系统对伺服放大器或变频器的控制有多种不同的方案可以选用。另外,用户利用SPS可编程序控制器系统的脉冲或步进电机功能,可对变频器进行直接驱动,这也为伺服驱动提供了利用以太网基础的现场总线系统RTEX(Realtime Express)的可能性。所有定位过程的控制和处理,以及所有伺服放大器(伺服驱动与Serie Minas A4N)的数据均可被FPΣ-RTEX Motion监控模块读取和书写。在使用FPΣ后,Panasonic以太网总线系统能够在环形结构达200m的总线长度内对多达16轴进行驱动。这一具有扩展性能的系统可扩展到384个数据输入和数据输出端(DE/DA),以及40个模拟输入与28个模拟输出端。模拟输入允许外部的电流和电压,包括PT100、PT 1000和Ni1000元器件的信号通信。除了紧凑的体积外,该数据处理系统还以其基本指令0.4us/个的数据处理速度而著名。
#p#副标题#e#2.4GHz带宽中的通信
此项整体方案中的重要部分,即各个元器件间的无线通信,这是利用KR20系统来解决的。为此,生产厂在开放的2.4GHz带宽中提供了可在各种不同子系统间灵活且高效进行无线通信的可能性;此外,利用KR20协调的特殊模块化处理技术实现了多种无线通信系统在同一个生产车间中的和谐相处。这避免了与Panasonic系统出现冲突的可能性,例如WALN(IEEE 802.11)数据通信与Panasonic系统的冲突。
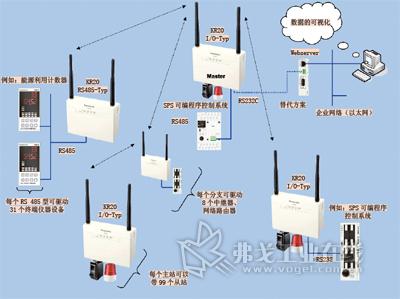
图2 KR20系统在典型机床加工领域中的应用
在无线系统的规划设计过程中,Panasonic公司还能给用户提供有力的支持,除了能够协助用户选择适合的信号发射天线,还能在性能优化方面提供大力帮助。在1:N的拓扑技术模型中,系统能够实现254个终端设备间的相互通信。公司还能将RS485子系统,例如用于Loggen的重要数据处理系统,在Panasonic系统的帮助下进行集成。同时,KR20(图2)还带有数字式的输入和输出端口,可用于仪器设备分散式配置方式的控制。这些仪器设备可当作网络路由器或中继器使用,其线路安排功能保障了目标准确的将信息数据发送到位,提高数据流量;系统的中继器功能允许无线通信传递信息至更远的距离,根据实际环境条件,可以实现最大500m的无线数据通信。
#p#副标题#e#KR20无线网络模块的参数赋值、从站在主站中的登记、通信结构的确定,以及通信协议的应用都可以利用免费设置软件KR来完成。该软件中包含了设备调试工具,利用这些工具可以对数据长度进行分析,调整设置数据传送时间内所需的中继器或所需的场强。
生产加工流程图的可视化
在机床制造中,用户可以通过两种方式实现整个系统的可视化。传统的机床操作控制台可以通过使用GT系列触摸屏终端设备就地实现可视化。这种触摸屏终端带有3~5.7in(1in=25.4mm)的触摸屏,具有与SPS可编程序控制器直接连接的RS 232接口或RS 485接口。扁平的结构使其几乎可以安装在各种电气控制柜中,或嵌入至双层壁板的控制台上。免费下载且由生产厂提供的现成模块降低了用户研发生产流程可视化图像的费用。同时,无线网络工作站KR20还具有将重要数据传送至网络工作站的能力。FP网络服务器2的存储器容量为8M,能够把数据显示在HTML的页面上(图3),也可以在这一系统中集成多组曲线和报警文字提示,以表示重要的发射器相互发送信息时出现故障。

图3 利用HTML可实现流程数据的可视化
机床和设备制造领域中,高要求、高动态性能、高同步及高可靠性已成为当今明显的发展趋势,但这也是机床和设备制造业必须解决的问题。本文所介绍的无线通信技术方案有着众多用途,其能够在包装设备、冲裁设备、贴标设备及自动化上料机构直至零部件传送系统中得到应用。无线通信系统可被简便地重新赋值,或在设备生产过程中根据数据分析需要进行扩充。由于系统采用现代化伺服及实时以太网技术,且体积小巧、功能强大,以及具有灵活的SPS可编程序控制系统,其也为机床和设备的生产厂开启了全新的应用领域。





























获取更多评论