精确识别和分析压铸制品上的微小气孔
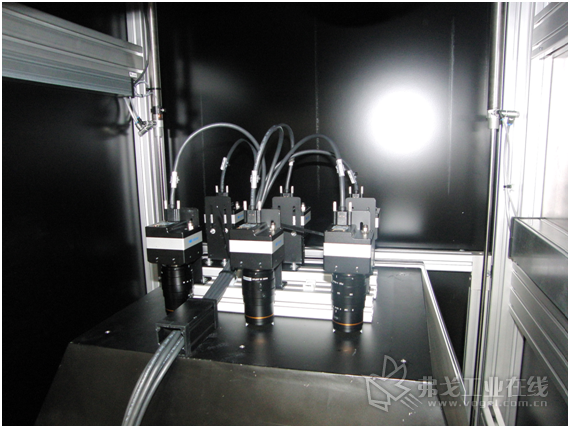
图1 六台800万像素分辨率的堡盟LX系列相机可采集多幅图像,然后合并成像素级精度的正面和背面合成图像,并借助压铸件的CAD数据以进行分析
作为铝压铸汽车发动机配件的专业供应商,Gruber & Kaja高科技金属材料有限公司迫切需要生产无任何气孔的压铸件。对于该公司而言,这是确保生产优质、耐用产品的关键所在。特别是在数控机床加工表面的密封工艺中,密封唇必须摆放正确,与平坦表面完全接触。随着人们对高质量压铸件的需求逐渐增加,Gruber & Kaja公司意识到,有必要提高自动化水平,从而推动自动化视觉检测的需求增长。到目前为止,视觉检测仍然是依靠人工完成的。为此,Gruber & Kaja公司的任务是:可靠检测出350×400 mm的压铸件中直径在0.4 mm以上的气孔。Gruber & Kaja花费了一年多的时间对多家压铸件及系统制造商的方法进行检查和评估。位于奥地利利恩茨县的AUTFORCE视觉系统有限公司是唯一一家满足Gruber & Kaja公司严苛技术要求的公司。AUTFORCE是基于图像的检测系统领域的专家,该公司提供的系统解决方案最终赢得了Gruber & Kaja的认可,因为该系统在完成质量检测后,还能在50 s的生产周期中快速完成激光打标,以确保产品具有清晰的可追溯性。
先驱工作,成功典范
“我们开创了业界先河。AUTFORCE和Gruber & Kaja都不知道,市面上哪种系统可以对给定尺寸压铸件上如此细小的孔眼进行自动识别和分析。”AUTFORCE董事总经理Stefan Perg介绍说。除了气孔尺寸,在规定的最大和最小密封限度内,想要最大程度降低压铸件表面粗糙度也是一项极为复杂的挑战。例如,采集的图像必须能够显示铣槽等表面机加工痕迹。对此,AUTFORCE的解决方案是:采用带专门设计拱形碗状光源的多相机系统。“通过多台相机进行图像采集可最大程度减小畸变,并提高光学分辨率。此外,拱形碗状光源还能提供最佳光照条件,将机加工痕迹和铣痕过滤掉,使其几乎不可见。”Perg先生在介绍多相机系统的核心部件结构时如是说道。从整体设计来看,对安装空间的要求也是一大挑战,因为相对于尺寸较大的压铸件,Gruber & Kaja的作业空间非常有限。“由于现有设备几乎占据了所有的空间,多相机系统只能安装在已有设备上方。当然,我们还必须考虑到搬运压铸件的机械手在相机工作范围内的最大工作高度。”Perg先生解释说。

图2 凭借高达4800万像素的分辨率以及337 fps的帧率,堡盟LX系列相机即便在高速过程中也能实现可靠的检测
核心部件:多相机图像分析
AUTFORCE多相机系统的核心部件是一个带拱形碗状光源的检测单元,该光源配备轻微过压保护,以防止灰尘侵入。对于图像采集,AUTFORCE采用六台800万像素分辨率的堡盟LX系列GigE相机。“多相机图像采集原理的主要优势在于:在保持全图像分辨率的情况下,最大限度降低每张图像的畸变。”Perg先生表示。这些相机还兼容第三方软件,因此可通过HALCON®完成图像分析。为此,AUTFORCE专门设计了一款程序,该程序可将多幅图像合并成像素级精度的图像,并将该图像与压铸件的CAD数据进行比较,以此来定义检测区域。整个过程仅需几秒便能完成。另外,在分析过程中,机械手夹住压铸件翻转180°,以便检测压铸件背面。相机分辨率与像元尺寸的比值也是一个重要的选择标准。“我们心目中最理想的相机必须采用坚固的设计、足够大的芯片或像元尺寸,以及极高的光学分辨率。”Perg先生说道。凭借5.5×5.5 μm的像元尺寸,3360×2496的分辨率,配备ams公司(前身为CMOSIS)CMV8000全局快门传感器的堡盟LXG-80高性能工业相机堪称理想之选。通过符合GigE Vision®标准的接口,该系统可快速、经济、高效地集成到控制环境中。“对于我们而言,相机系统必须采用经久考验、可快速集成的标准数据接口,这是一个前提条件。”Perg先生表示。
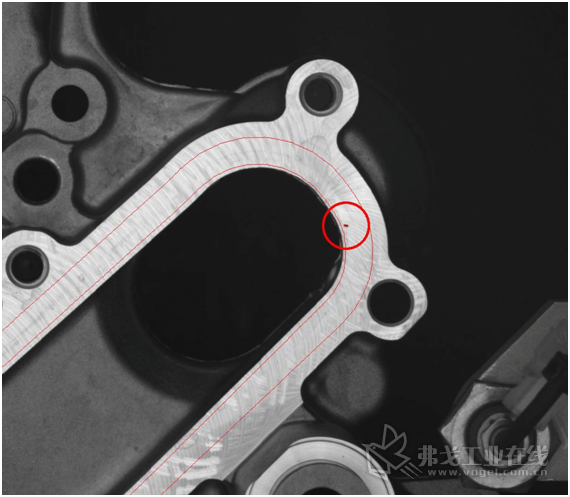
图3 可靠检测出350×400mm的压铸件中直径在0.4mm以上的气孔,同时记录气孔的位置及尺寸
全程可追溯性 确保过程可靠性
图像采集完成后,压铸件被转到另一个区域进行激光打标。生产日期、时间和DataMatrix码被打在铸件上,以确保产品在整个生产过程和使用寿命期间都具备可追溯性。未通过气孔检测的压铸件需要进行局部编码,以便在返工合格并通过所有检查后再进行打标。“这样,此类压铸件在进入下一个生产循环前就会被发现,关于该压铸件的任何返工信息也都已储存在产品信息中。”Perg先生介绍道。
全方位的成功
凭借AUTFORCE的解决方案,Gruber & Kaja通过提升自动化水平、减少人工操作与检测工作量来提高效率和经济可行性,同时通过可重复的生产工艺提高可靠性,并确保完整地记录每步工序以及相关结果。此外,可靠持久的激光标记确保了产品的可追溯性。
热点文章
-

数据传输不稳、I/O拓展难?WAGO I/O System 755系列实力出圈
2026-06-26
-

欧盟禁用双酚A:igus为食品加工机械研发了新材料
2026-06-26
-

【报名截止日期7月3日】2026 ABB 创业挑战赛正式开赛
2026-06-26
-

皮尔磁亮相工控产业盛会,myPNOZ荣膺技术创新标杆奖
2026-07-02
-

倍福展会预告 | 上海国际工业装配与传输技术展览会(AHTE 2026)
2026-07-01
-

非凡启程!乐欧博华盛大开业,引领非道路电动化新时代
2026-06-29
-

ABB推出适用于太阳能和储能系统的高效电能转换解决方案
2026-06-26
-

解锁AI落地深水区:红帽开源生态赋能企业数字化跃迁 ——2025红帽论坛重磅发布车用OS
10月31日,以 “解锁・下一步” 为主题的2025红帽论坛暨媒体沟通会在北京JW万豪酒店盛大召开。红帽通过核心主旨演讲、重磅新品发布、权威报告解读及高层对话,全方位展现了其以开源技术破解行业痛点、引领企业数字化转型的实力与愿景,为 AI 时代的企业创新注入强劲动力。
作者:
-
敏捷创新 “中国加速2.0”
-
赋心智 启新程 | 访埃夫特董事长兼总经理游玮博士
-
【MM时光机】2024年度精彩瞬间大盘点 杂志篇
-
施耐德电气亮相CeMAT ASIA 为智能物流多维赋能
-
探索智能未来的下一步 ——第12届中国硬科技产业链创新趋势峰会暨百家媒体论坛成功举办







评论
加载更多